正宗齿轮滚刀产品信息详解 选型、参数与应用指南
齿轮滚刀是现代机械制造业中用于加工渐开线齿轮的关键精密刀具。其质量直接决定了齿轮的精度、寿命与传动性能。本文将系统介绍正宗齿轮滚刀的核心产品信息,涵盖其类型、关键参数、选型要点以及应用维护知识,为采购与使用提供专业参考。
一、 齿轮滚刀的主要类型
正宗齿轮滚刀根据结构、精度和加工对象,主要分为以下几类:
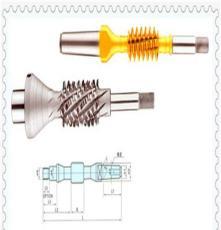
- 整体滚刀:刀体与刀齿部分由同种高性能高速钢(如M35、M42)或粉末冶金高速钢整体制造而成。刚性好,精度高,是中小模数齿轮加工的优选。
- 镶片滚刀:刀齿部分采用硬质合金刀片焊接或机夹在合金钢刀体上。耐磨性极佳,适用于大批量、高效率加工,尤其是模数较大的齿轮及硬齿面加工。
- 按精度等级分类:
- AA级:用于加工GB/T 10095-2008标准中的6级及以上高精度齿轮。
- A级:用于加工7-8级精度的齿轮,为最常用等级。
- B级及以下:用于加工9级及以下精度齿轮或粗加工。
二、 核心产品参数与标识
一把正宗滚刀的产品信息通常清晰标注于其端面或包装上,主要参数包括:
- 模数(M):决定齿轮齿大小的核心参数,必须与被加工齿轮模数匹配。范围通常从0.5mm至40mm以上。
- 压力角(α):常见为20°,亦有14.5°、15°等,需与齿轮设计压力角一致。
- 滚刀外径(D)与孔径(d):外径影响切削刚性和排屑,孔径需与滚齿机刀杆精确配合。标准孔径有22mm、27mm、32mm、40mm、50mm等系列。
- 头数(Z):单头滚刀精度高,多头滚刀(如双头、三头)加工效率高,但齿轮精度稍低。
- 旋向:分左旋与右旋,通常与滚齿机的差动挂轮设置及齿轮螺旋角方向相关。
- 精度等级:明确标注AA、A、B等。
- 材质代号:如HSS(高速钢)、HSS-E(含钴高速钢)、HW(硬质合金)。
三、 如何选择正宗优质的齿轮滚刀
- 明确加工需求:首先确定被加工齿轮的模数、压力角、精度要求、材料(如45#钢、20CrMnTi、铸铁等)及热处理状态。
- 匹配精度等级:根据齿轮成品精度要求,选择对应或更高一级的滚刀。高精度齿轮必须选用AA级滚刀。
- 考察材质与涂层:
- 高速钢滚刀:关注其钴、钒含量,高钴高速钢(如M42)红硬性好。
- 硬质合金滚刀:适用于高速干切,效率极高。
- 涂层:TiN(金黄色)、TiAlN(紫黑色)、AlCrN等涂层能显著提升滚刀耐磨性、抗粘结性和寿命,是正宗高端滚刀的标准配置。
- 查验品牌与工艺:选择信誉良好的知名品牌(国内如哈一工、成量,国际如Gleason、LMT等)。正宗产品拥有完美的外观、清晰的标识、均匀的涂层和精密的齿形铲磨。
- 核对证书与包装:正规产品应附带材质报告、精度检验报告等质量证明文件,包装规范防锈。
四、 应用与维护要点
- 正确安装:确保滚刀与刀杆清洁,安装时避免磕碰,夹紧力均匀适度。
- 合理选择切削参数:根据刀具材质、齿轮材料及机床刚性,科学设置切削速度、进给量和切削深度。高速钢滚刀一般采用油基切削液充分冷却润滑。
- 及时刃磨与保养:当加工齿轮表面粗糙度下降或出现毛刺时,应及时送修专业刃磨。使用后清洁干净并涂抹防锈油,置于专用刀盒中存放。
****:选择正宗齿轮滚刀是一项技术性很强的工作,需综合考虑加工对象、精度、效率及成本。深入理解其产品参数背后的意义,并选择有保障的供应商,是确保齿轮加工质量、提升生产效益的根本。在追求高效智能制造的今天,一把正宗的优质滚刀,无疑是保障生产线顺畅运行和产品品质稳定的基石。